特征采用不同的工装和配置可以对轴承的内圆、外圆、内沟、外沟、挡边以及特殊的环面进行磨削,可以用于轴承、机械、汽车、缝纫等行业。
磨床进给系统采用"T"型结构:工件轴与砂轮轴进给方向垂直;单伺服(工件拖板进给)结构;无心磨削;修整器进给为抬倒油缸控制。
磨削方式采用手动装夹,无心磨削方式。
机械标准配置包括床身、防护罩、工件轴、手动上下料、砂轮电主轴、工件和砂轮进给系统、单点直线修整器、液压和润滑系统、冷却系统等。
操作系统:采用触摸屏进行参数设置,人机界面良好,操作方便。
工装结构:电磁无心夹具,端面定位,支承座轴向可调,钨钢(硬质合金YG8)支承,所有支承件均用非导磁材料制作。
工件轴:转速范围:0-2000转/分,无极调速; 主轴轴承:P4级角接触轴承、油脂润滑; 驱动电机:变频电机;工件箱0~60°可调。
砂轮轴:轴研所电主轴(P4级轴承),高强度,高刚度,大功率,60m/s高速磨削,油雾润滑。砂轮轴内通冷却水(单独水箱)。
修整器:单点金刚笔修整,手动修整补偿;修整方式为单点直线修整,抬倒油缸控制修整,由手轮装置控制微量进给。
进给系统配置:工件拖板:伺服电机(1.0 KW)驱动并控制进给;导向为十字交叉滚柱予负荷导轨;采用予负荷滚珠丝杆传动,油脂润滑。
振荡机构:单伺服或步进电机控制时采用机械往复振荡机构,振幅0-4mm可调,振荡频率变频无级调速。
防护罩:采用全封闭式防护罩,既可起到有效的防护作用,又可方便地从四周打开,调整操作维修方便。
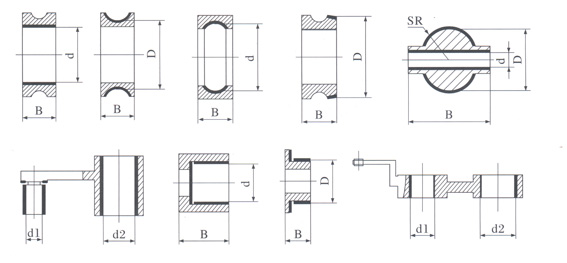
磨削部位(如下图)

特征参数:
机床型号: 3MB203
加工范围:工件内径:φ3-φ40
工件宽度: <30mm
外径:<φ52mm
加工精度:粗糙度 <0.4um
圆度:<1μm
尺寸差:±5μm
毛坯要求:适用于端面研磨,沟道圆度≤1.2um,双端面平行度≤3um,磨削余量≤0.25 mm时的套圈,否则标准值另行规定。
加工节拍:35~40 s
电源:3P,50 Hz,380 V,8kW
外形尺寸:1400×1000×1600
重量:2500kg
|